支援方法
HONGSBELT モジュラーコンベアベルトの最適な支持方法は、ベルトの下のサポートとしてウェアストリップを採用することです。ベルトを支持するローラーの採用は、ローラーの間隔によりモジュール連結位置で異常振動が発生したり、スプロケットとコンベヤベルトの噛み合いを誤ったりするため避けます。ウェアストリップのサポートには通常 2 つの方法があります。1 つは平行配置、もう 1 つは山形配置です。HONGSBELT コンベヤ ベルトは、2 つの支持方法の両方で支持できます。HONGSBELT シリアル製品は、さまざまな種類のウェアストリップの設計に適しています。
並列配置
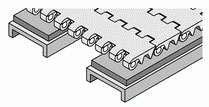
真っ直ぐなウェアストリップは、ベルトの搬送方向と平行にフレーム上に配置されます。HONGSBELT製品に採用されている最も人気のあるデザインです。
パラレルウェアストリップの取り付け説明
ウェアストリップの最適な配置は、温度変化による熱膨張と収縮によって間隔が大きくなるのを避けるために、ウェアストリップを横方向にクロスさせる方法で交差させることです。溝形状に隙間が生じ、運転中にベルトが沈み込み異音や異常停止の原因となります。
ピッチの配置については、左メニューのピッチ図を参照してください。
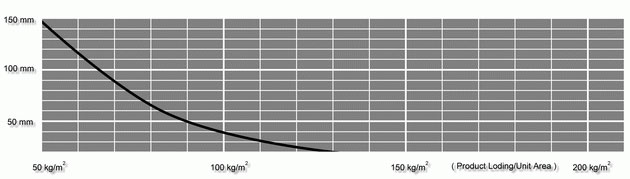
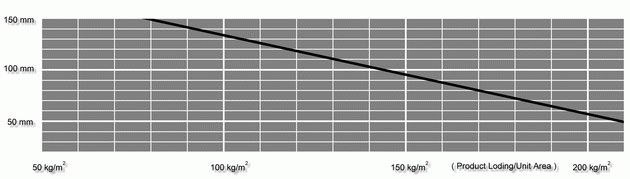
ピッチ図 - シリーズ 100 の P
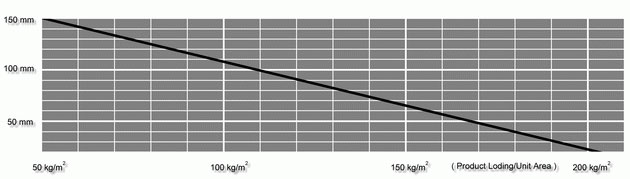
ノート
上のグラフはサポートウェアストリップ中心の間隔データです。これらのデータは近似値であり、参照のみを目的としています。設置時には平均的にカーブデータよりも小さい値を割り当ててください。
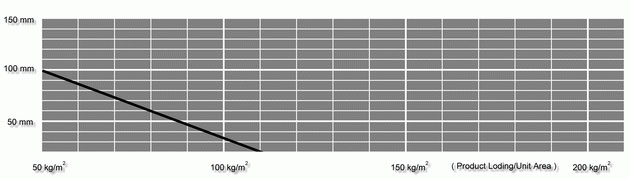
ピッチ図 - シリーズ 200 タイプ A の P
ノート
上のグラフはサポートウェアストリップ中心の間隔データです。これらのデータは近似値であり、参照のみを目的としています。設置時には平均的にカーブデータよりも小さい値を割り当ててください。
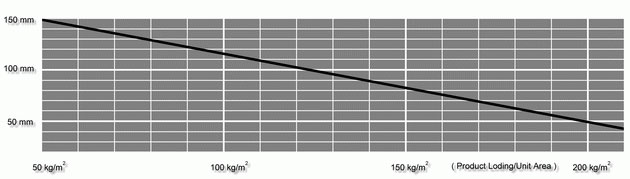
ピッチ図表 - シリーズ 200 タイプ B の P
ノート
上のグラフはサポートウェアストリップ中心の間隔データです。これらのデータは近似値であり、参照のみを目的としています。設置時には平均的にカーブデータよりも小さい値を割り当ててください。
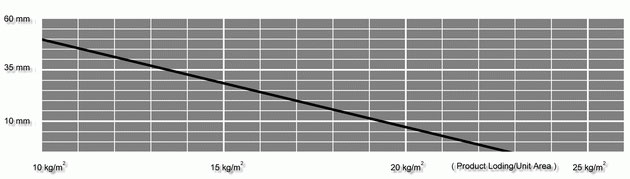
ピッチ図表 - シリーズ 300 の P
ノート
上のグラフはサポートウェアストリップ中心の間隔データです。これらのデータは近似値であり、参照のみを目的としています。設置時には平均的にカーブデータよりも小さい値を割り当ててください。
ピッチ図 - シリーズ 400 の P
ノート
上のグラフはサポートウェアストリップ中心の間隔データです。これらのデータは近似値であり、参照のみを目的としています。設置時には平均的にカーブデータよりも小さい値を割り当ててください。
ピッチ図 - シリーズ 500 の P
ノート
上のグラフはサポートウェアストリップ中心の間隔データです。これらのデータは近似値であり、参照のみを目的としています。設置時には平均的にカーブデータよりも小さい値を割り当ててください。
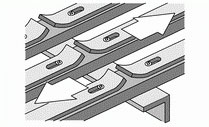
シェブロン ウェアストリップの配置
ウェアストリップを山形に配置するには;ベルトの幅全体をサポートすることができ、ベルトの摩耗状態が平均的に分散されます。この配置は、重負荷の用途にも適しています。荷重を平均的に分散し、ベルトの支持幅を減らすことができます。直線運動におけるガイド効果も、直線のウェアストリップよりも優れています。弊社が推奨する最良のサポート方法です。
シェブロン ウェアストリップ配置の取り付け
山型配列のウェアストリップを取り付ける際は、ウェアストリップの水平接線角θとピッチ配列 P1 の逆の関係に特に注意してください。ベルトとウェアストリップの接触部分はウェアストリップを逆三角形に加工してください。ベルトの動作がよりスムーズになります。
シェブロン ウェアストリップ配置ピッチ表 - P1
単位:mm
| 読み込み中 | ≤ 30kg / M2 | 30~60kg/M2 | ≥ 60kg / M2 | ||||||||||
| 度 | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | |
| シリーズ | 100 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 |
| 200A | 100 | 90 | 85 | 80 | 80 | 75 | 70 | 65 | 65 | 60 | 55 | 50 | |
| 200B | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 300 | 150 | 145 | 135 | 135 | 135 | 130 | 120 | 110 | 130 | 125 | 115 | 110 | |
| 400 | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 500 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 | |
ピッチ範囲は上表を参照し、コンベヤの平均幅に合わせてピッチを調整してください。
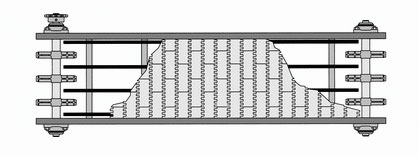
サグエリアのソリューション
重量物の運搬時や転がり、滑り等の不安定な状況での作業時。重力の圧迫により接続位置に構造的なたるみが生じます。その結果、ウェアストリップとドライブ/アイドラー スプロケットの間でベルト表面にたるみが形成されます。ベルトの掛け間違いを起こし、搬送に影響を与えます。
上記のような事態を避けるために、ベルトサポートを補強する強化ウェアストリップの採用を推奨します。設計のポイントはウェアストリップをスプロケットの中心位置に近づけることです。
ウェアストリップからスプロケットセンターまでの最短距離
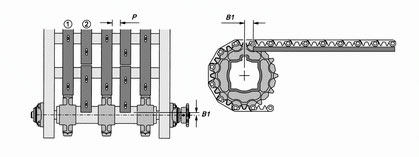
B1の対応寸法は下表をご参照ください。ウェアストリップは位置 1 に取り付けられ、B1 は位置 2 に取り付けられました。横方向のクロス配置間のピッチについては、「ピッチ」を参照してください。
左側のメニューの図。
| シリーズ | B1 |
| 100 | 26mm |
| 200 | 13mm |
| 300 | 23mm |
| 400 | 5mm |
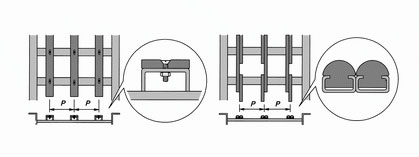
ウェアストリップの処理
ウェアストリップは通常、TEFLON、または UHMW、HDPE 複合プラスチック材料で作られています。市場ではさまざまな標準サイズが購入できます。これらのウェアストリップは、コンベヤフレームのC形アングル鋼に溶接によって取り付けたり、直接ネジで固定したりできます。設置の際は、温度変化によるプラスチック材料の熱膨張・収縮を考慮し、十分なスペースを確保してください。ウェアストリップで覆われているプラスチック素材の長さは 1500 mm を超えないようにすることをお勧めします。
使用環境温度が37℃以下の場合は方法Aを、37℃を超える場合は方法Bをご採用ください。 よりスムーズに動作させるために、ウェアストリップ両端のスペーサを加工してください。取り付ける前に逆三角形にします。
ウェアストリップの素材
ウェアストリップのスペーサーの材質はテフロン、UHMW、HDPEが一般的です。あらゆる作業環境に合わせて加工されています。以下の表をご参照ください。
| 材料 | UHMW / HDPE | アクテル | |||
| ドライ | 濡れた | ドライ | 濡れた | ||
| 回転速度 | < 40M/分 | O | O | O | O |
| > 40M/分 | △ | O | O | O | |
| 周囲温度 | <70℃ | O | O | O | O |
| >70℃ | X | X | △ | O | |
低温
低温環境では、ウェアストリップはプラスチック材料 (UHMW または HDPE) で作られており、物理的変化、熱膨張と収縮により変形します。コンベアの作業効率に影響します。
したがって、高温と低温の温度差が25℃を超える場合には、スペーサの剥離を防止するために金属シュート付きのウェアストリップを採用する必要があります。
高温
HONGSEBLT モジュール式コンベア ベルトは、95°C の蒸気や 100°C の熱水に浸すなど、あらゆる高温環境での使用に適しています。ただし、HDPE、UHMW、その他のエンジニアリング プラスチック材料で作られたスペーサーを使用することはお勧めしません。前述した高温環境でのサポート。高温環境では膨張や変形が激しくなるからです。コンベヤを損傷する可能性があります。
特別な設計の構造と、拡張サイズを計算して差し引いた後、通常のトラックでウェアストリップが制限される場合にのみ、高温環境によって引き起こされる迫害を克服できます。豊富な経験がございますので、参考となる技術をご説明いたします。詳細については、HONGSEBLT 技術部門および現地代理店にお問い合わせください。
プラスチック材料は高温環境では柔らかくなります。過大な荷重を加えると摩擦が増大し、過剰な負担がかかり、ベルトやモーターが損傷する可能性があります。したがって、85°Cを超える温度の使用環境では、ステンレス鋼リンクではベルト強度を40%に下げる必要があります。
当社の長年の経験によれば、高温環境下では搬送速度が遅くなります。濡れた環境や水没環境では、接触面積が20mmを超えない、表面が滑らかなステンレス鋼製品の採用をお勧めします。摩擦係数の低減に優れたテフロン表面処理を施したステンレス鋼も採用できます。